
精益车间的单元生产是通过对设备、人员、物流进行合理配置,将线体布置成若干个工序完整的单元,作业人员在单元内进行一人多工序或多人分工合作,并且将“一个流”作为目标的高柔性生产方式。
精益车间的单元生产基于消除浪费的理念提出来的,通过单元生产的方式,消除生产中的各种浪费(如:库存浪费、不良浪费、搬运浪费、等待浪费、制造过多/加过早浪费、管理浪费等),满足多品种、小批量的生产模式,达到低成本的目的。
精益车间的单元生产,最大的优点就是机动、灵活。在产量高的时候增加单元,产量低的时候减少单元,以适应多变的市场需求。具体优点如下:
1)减少生产浪费。---如:设备,场地,七大浪费等;
2)缩短生产周期。---线体总长变短;
3)节约生产空间。---产量低时,减少单元,节省空间;
4)突显生产异常。---如:设备异常,物料异常将会出现堆积;
5)切换产品迅速。---线体拆除、架设或转换方便;
6)盘点产品快捷。---单件流,产品WIP少;
7)生产产品高效。---按工序设置线体,无搬运浪费
所以精益车间的单元生产大多时候应用在多品种、中小批量的生产活动中。其常见的排布类型有三种:
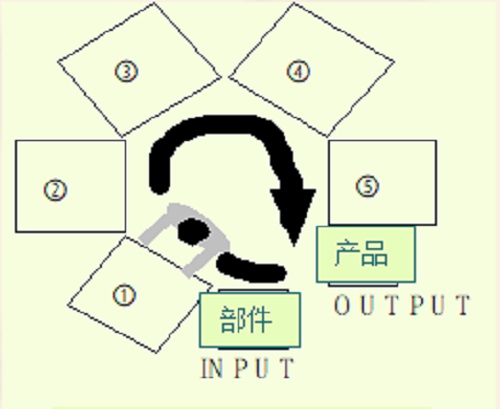
1、屋台式: 一个作业员拥有一条完整的生产线
作业方式:一人完结
物料流动:单件流
优点:平衡率100%
缺点:设备投资大;对员工技能要求高
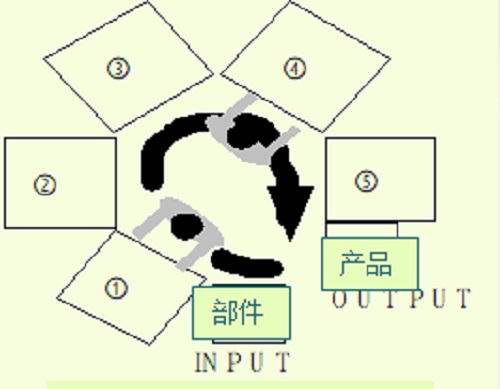
2、逐兔式: 仍然采用一人完结式作业,但是多人共用一条生产线,作业并不进行工序分割,而是你追我赶的进行作业。
作业方式:一人完结
物料流动:单件流
优点:设备投资少;
缺点:生产线平衡不够高,做的快的人会受制于做的慢的作业员;对作业员技能要求高。
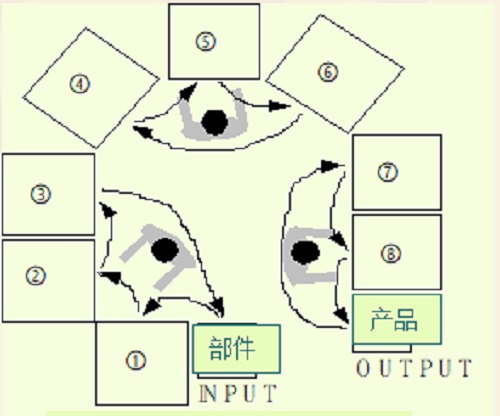
3、分割式:与逐兔式不同的是,部分放弃了一人完结式作业,将一个完整的工艺流程由几个作业员共同完成。
作业方式:分工作业+相互协助
物料流动:单件流
优点:设备投资少;对员工技能要求低;
缺点:生产线平衡不够高。
精益车间的单元生产线体布局时要遵循三不原则:
1)不落地生根:设备小型化或设备可动化。
2)不寄人篱下:采用分离式设备,如:快速接头、弹性接口等。
3)不离群索居:不离线作业,以“主流、支流”的概念进行站别布置。
版权声明:本文为优制咨询精益咨询师原创文章,转载请注明出处。








