
之前我们介绍了线平衡的计算及改善方法,留给读者一个问题思考:线平衡率越高就说明精益改善做得越好吗?下面我们来一起探讨一下线平衡率与改善之间的关系。
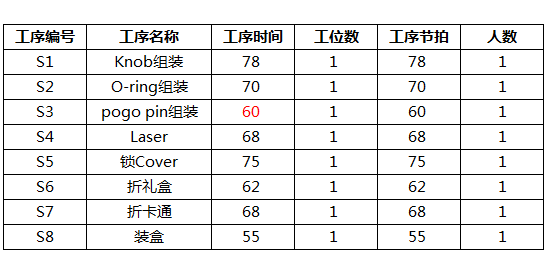
首先以产品B举例说明,下表为B产品的各生产工序的数据:

计算得:
LOB(线平衡率)=Σ(工序节拍×工位数)/(瓶颈工序节拍*Σ工位数)=86.9%;
线体CT(Cycle Time)=瓶颈工序节拍=80S;
总等待时间=(1-线平衡率)*(瓶颈工序节拍*Σ工位数)=84S;

改善前绘制山积图如下:
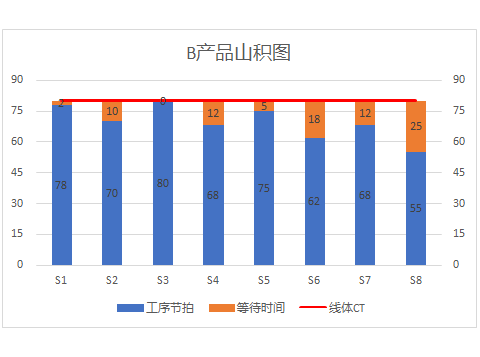
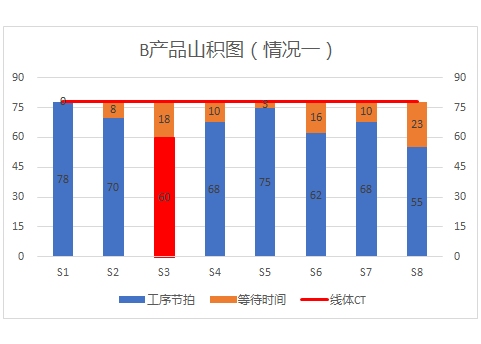
情况一:
S3工序通过增加组装治具,优化作业方法,时间从80S降低至60S,其他工序数据不变。
各生产工序数据变为:
计算得:
L0B=85.9%;
CT=78S;
等待时间=88S;
LOB从86.9%降低至85.9%,生产节拍从80S降低至78S。

绘制山积图如下:
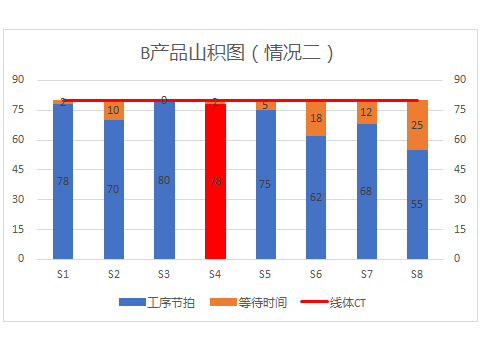
情况二:
S4工序由于设备老化,设备时间增加,工序时间从68S提升至78S,其他工序数据不变。
各生产工序数据变为:
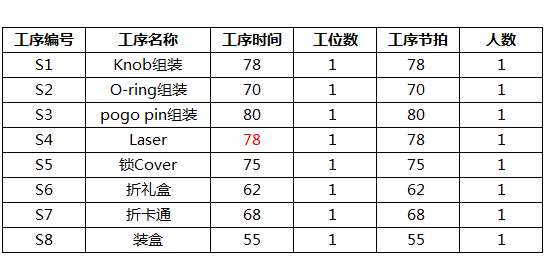
计算得:
L0B=88.4%;
CT=80S;
等待时间=74S;
LOB从86.9%提升至88.4%,CT不变。
绘制山积图如下:
模拟状况与案例比较汇总如下:
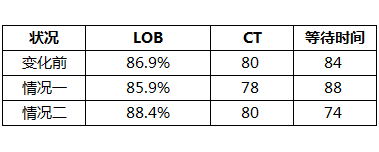
如果你是管理者,会喜欢哪一个?哪一个真正能够为企业带来效益?
当然是情况一,虽然LOB下降了,但是CT降低了,人员不变的情况下提升了产能,加快了交付速度,降低了制造成本,真正属于改善;案例二,虽然提升了LOB,但是交付、成本都没有变化,这不仅不属于改善,反而是改恶了,增加了单个工序时间,标准没有维持反而恶化,为以后改善活动增加了困难。
通过上述两个案例可以看出,精益改善与线平衡率没有直接关联性,精益改善后线平衡率不一定提升,线平衡率提升了也不一定代表有精益改善。所以线平衡率不是核心KPI指标,仅可以作为参考指标。

有些读者就可能就有疑惑了,既然精益改善与线平衡率没有必然联系,为何还要尽量提高线平衡率呢?而且很多公司也设定了LOB作为管理指标之一呢?从LOB的公式中可以看出,LOB越大,平衡损失率越小,空闲时间越少,反之亦成立。等待属于常见的七大浪费之一,是要改善的对象,LOB较小的话说明等待较多、排线不合理、存在的改善机会较大,从这个角度考量,设定LOB为管理指标并提高LOB是合理的。提高LOB一定要通过优化改善,而不是像情况二中的改恶,更不能为了让LOB数据好看而玩弄数字游戏,作为管理者一定要学会识别真伪。
改善是持续进行的,在一个改善循环结束,可能存在LOB下降的情况(如情况一),LOB降低了说明仍然存在改善机会,可以从KPI指标出发,开展下一个改善循环。要注意的是不能因为LOB下降了而否定本次改善循环,也就是说不能绝对的依据LOB的高低来判断改善的效果。
所以,作为精益改善的推动者和工厂的管理者,对LOB要有一个清晰的概念,LOB的提升价值是从核心KPI指标来衡量的,脱离了核心KPI指标来谈LOB是没意义的。
版权声明:本文为优制咨询精益生产咨询师丁家山先生原创文章,转载请注明出处。








