

生产线平衡(Line 0f Balance)是调整作业负荷,对生产过程工艺平均化,使各工序的作业时间均衡并趋于相等的改进方法。线平衡率是衡量生产线平衡优劣的一个量化指标,也是用来识别浪费的工具,下面我们首先来介绍下线平衡率的算法。
线平衡率的算法
线平衡计算常见有两种算法,以产品A举例说明,下表为A产品的各生产工序的数据:

一种算法:
公式:
线平衡率(LOB)=Σ(工序节拍×工位数)/(瓶颈工序节拍*工位总数)
空闲时间=(1-线平衡率)*(瓶颈工序节拍*工位总数)
从表中可以得出以下基础数据:
工位数为10个
瓶颈工序节拍=77S
那么:
LOB=669/(77*10)=86.88%
空闲时间=(1-86.88%)*(77*10)=101S
第二种算法:
公式:
线平衡率(LOB)=Σ工序节拍总和/(瓶颈工序节拍*工序总数)
空闲时间=(1-线平衡率)*(瓶颈工序节拍*工序总数)
从表中可以得出以下基础数据:
Σ工序节拍时间总和= 537S
瓶颈工序节拍=77S
工序总数为8个
那么:
LOB=537/(77*8)=87.18%
空闲时间=(1-87.18%)*(77*8)=79S
两种算法比对如下:

两种算法的原理是一样的,区别是研究对象不一样,工序与工位对比,工序概念上大些,工序包含工位,工序与工位是一对多的关系,也就是说一个工序有一个或者多个并行工位。所以一种更精细、全面,研究了生产全部工位,体现全部空闲时间,做精益改善建议采用这种算法;第二种算法较粗略、简单,实际中很多公司采用这种算法,严格来讲这种算法并不是整体线平衡,而是工序之间的平衡。

线平衡改善的意义
线平衡率体现生产过程各工序间的平衡,LOB越高,产线越平衡,空闲时间比例越小,所以改善线平衡有重要意义,主要表现在以下方面:
1、减少生产线中的等待浪费。
生产线的产出取决于作业最慢、作业时间最长的工序,即瓶颈工序(BottleNeck),表中T1是瓶颈工序,生产时,其他工序都有等待,等待的时间为:瓶颈工序时间-当下工序时间,整条线的平衡损失率为:平衡损失率=1-线平衡率。
2、平衡员工岗位之间的劳动负荷。
对于流水线上的员工而言,一般来说瓶颈岗位的员工相对于其他岗位的员工在劳动负荷强度上要更高,而且承受的心里压力也会更大。通过改善线平衡,可以缩小瓶颈岗位与其他岗位之间的劳动负荷差距,减轻瓶颈岗位员工的压力。
3、缩短产品交付周期。
在本案例中,T1是瓶颈工序,作业时间为77S,这就意味着整条生产线的节拍时间是77S,如果通过线平衡改善,将T1的作业时间缩短为76S,即使只是1S的缩短,但由于T1是瓶颈,整条生产线的节拍时间也就相应地缩短了1S。那么如果交付同样数量的产品,改善后的整批产品的交付周期就会被缩短。
4、减少库存、搬运等延伸浪费,实现一个流生产。
如果线平衡率低,会增加工序间在制品库存,增加物料容器、占用生产空间、增加工序间搬运、增加不良风险等诸多浪费,提升线平衡率可以实现一个流生产,消除诸多浪费。

如何改善
既然改善线平衡有诸多优点,我们怎么改善线平衡呢?我们可以遵循“开头去尾再中间”的优先顺序:
开头:首先改善瓶颈工序,瓶颈改善即是产能提升。
去尾:其次改善用时最短的工序,尽量安排到其他工序中,消除此工序。
再中间:最后改善剩下的工序,可按用时从短至长顺序依次排查寻找改善点。
改善使用的主要工具是5W1H和ECRS原则:
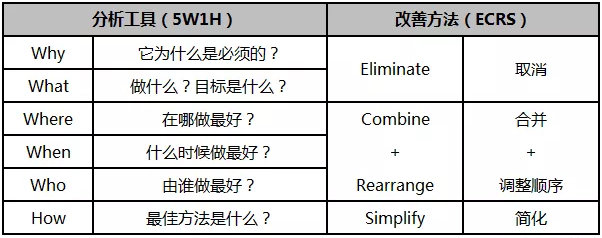
具体改善的方法有以下几点:
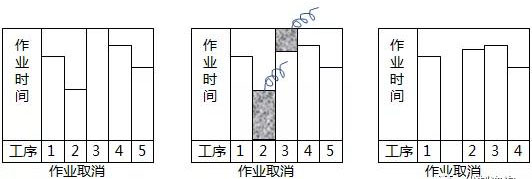
1、取消不必要的工序或作业。
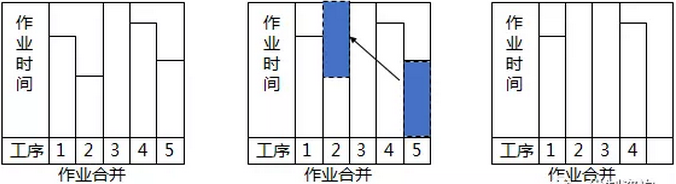
2、合并相关工序,重新布局。
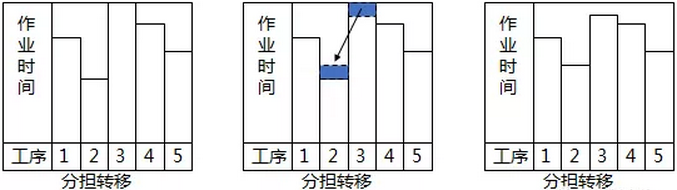
3、瓶颈工序作业分解,分担转移部分作业。
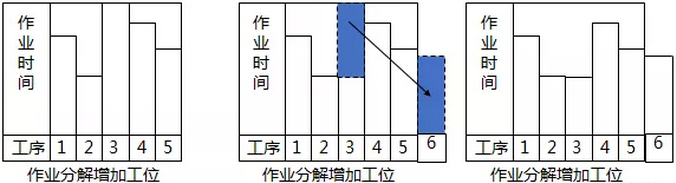
4、瓶颈工序作业分解,增加工位。
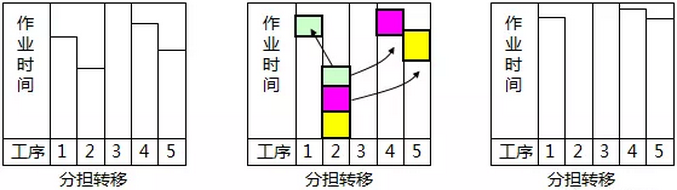
5、用时较短的工序作业分解,全部分担转移,减少工序数量。
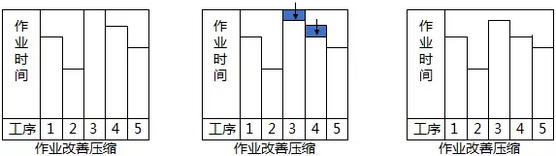
6、作业改善,减少作业时间。
以上我们介绍了线平衡率的计算与改善方法,现在我们需要深入思考一个关键的问题:是不是可以认为,在精益改善项目中,线平衡率越高就是精益改善做得越好呢?请继续关注优制咨询原创好文。
版权声明:本文为优制咨询精益生产咨询师原创文章,转载请注明出处。








